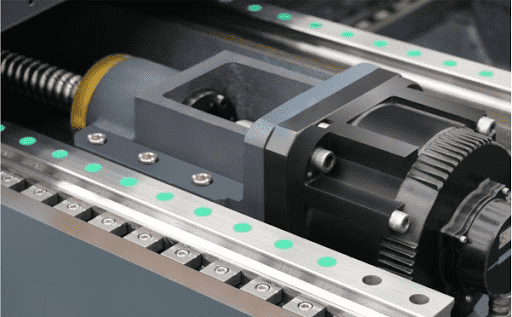
V CNC navpični stružniciležajje ena izmed temeljnih komponent, ki odražajo splošno zmogljivost stroja in uresničujejo natančnost obdelave obdelovanja. Potrebujemo, da deluje z veliko hitrostjo in hkrati zdrži težke obdelovance, z natančno natančnostjo teka in zelo visokim protivojemzmogljivost navorain ležaj je ključ za dokončanje tabele za podporo. Namestitev in nastavitev prednapetostigramofonpoševnoležajje tudi težko, poravnavo je težje zagotoviti, da je celotna natančnost tabele težko izboljšati.
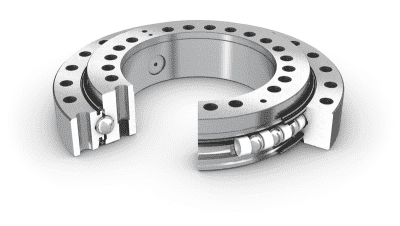
Kot rezultat tega je bolj kompaktenprekrižan valjpoševnoležajise uporabljajo, ki ponujajo prihranke stroškov materiala, poenostavljene oblikovalske rešitve, večje omejitvene hitrosti, izboljšano natančnost in stabilnost ter višjonosilna zmogljivostin togost. Ta članek opisujeapplikacijazapoševnoležajV CNC vertikalni stružnici Da bi dosegli svoje popolne inženirske lastnosti.
1.RUN-OUT TOČNOST
Poševno buhajanje teka-zunajlahko razdelimo na sinhrono iztekanje in asinhrono iztekanje, v katerem lahko vpliv sinhronega izklopa na celotni izklop tabele zmanjšamo z mletjem površine tabele. Zato je boljši nadzor nad tem boljši nadzor nadpoševnoležaj asinhroni tek-zunaj, Manjši končniradialni in osni tek-zunajdelovne mize in višja je natančnost teka. V izbiripoševnoležaj Blagovna znamka in natančnost, priporoča se, da se ne osredotočajo samo na poševnoLežajsko montažo teče-zunaj, vendar bi morali poglobljeno razumeti vplivpoševnoležajAsinhroni standardi natančnosti.
2. Oslika in toleranca na lokacijo
The ležajgred pritrdilne površineinzobniški obročzahtevajo raven, pravokotnost, okroglost in cilindričnost, ki so skladni znatančnostpoševnoležaji. Nadzor nad temi oblikami in tolerancami ne zagotavlja samo boljše natančnosti montaže, ampak se tudi izogne koncentracijam stresa, ki jih povzroča prekomerna ekscentričnostthepoševni prstanNotranji in zunanji prstanin podaljšaživljenjsko dobopoševnoležaj. Glede standardov za obdelavo in poševni prstantolerance položaja, priporočljivo je, da se posvetujemo z nami, da se neposredno ujemajo z njihovimi poševnonatančnost ležaja.

3. Aksialna prednapetost
Rezalni test vertikalnih stružnic CNC je veliko pozornosti na hrapavost končnega obraza in zunanjega kroga obdelovanja, eden od ključev za določitev njegove zmogljivosti pa je togost sistema. Togost sistema vključuje togost strukture okvirja, togost poševnoležajitd. Togost poševnoležajpogosto odvisno odležajaksialna prednapetost.
Zato je zelo pomembno upoštevati vpliv temperature in obremenitve ter nastavitiosno prednapetostpoševnoležaj.
Čas objave: avgust-31-2020